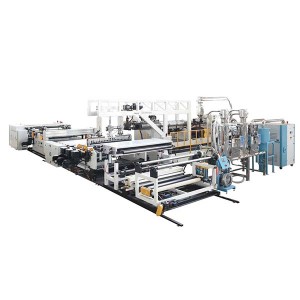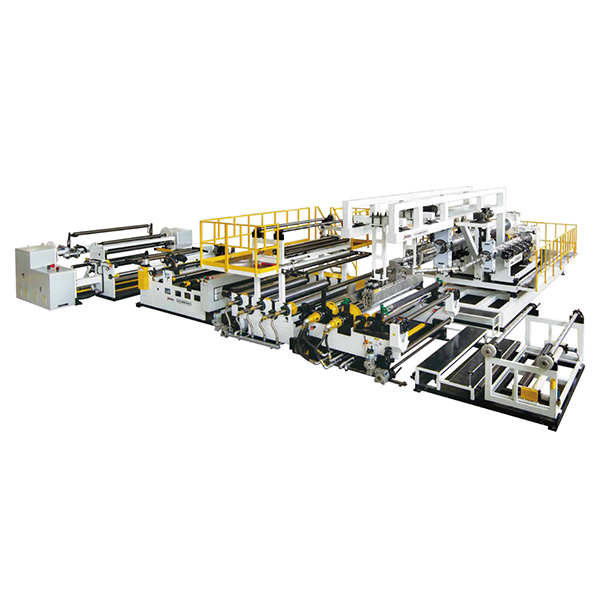


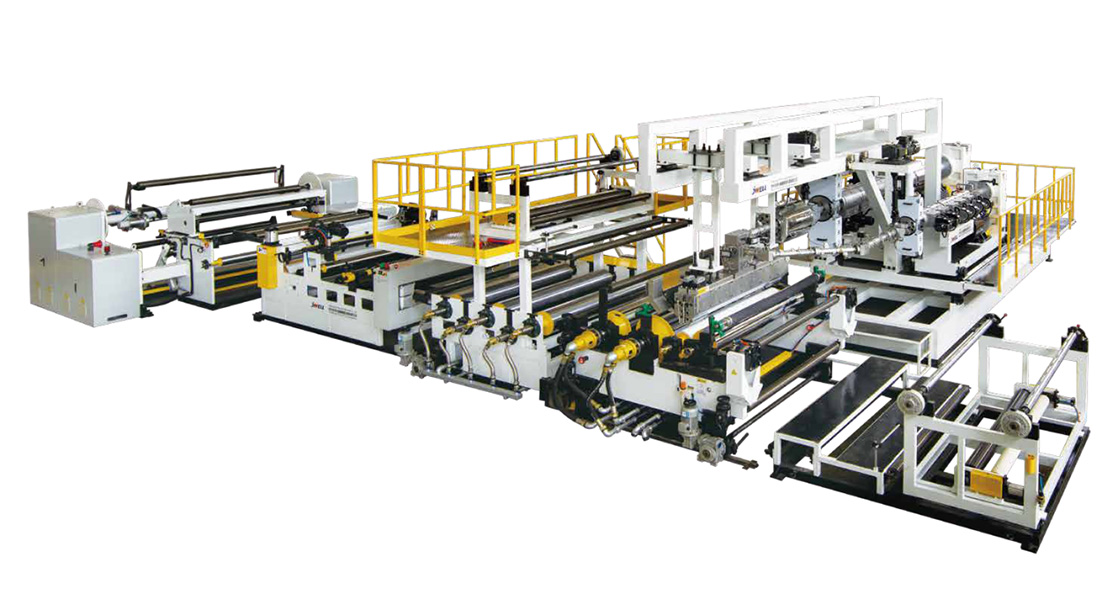
tpu高低温/高弾性フィルム共押出ラescン
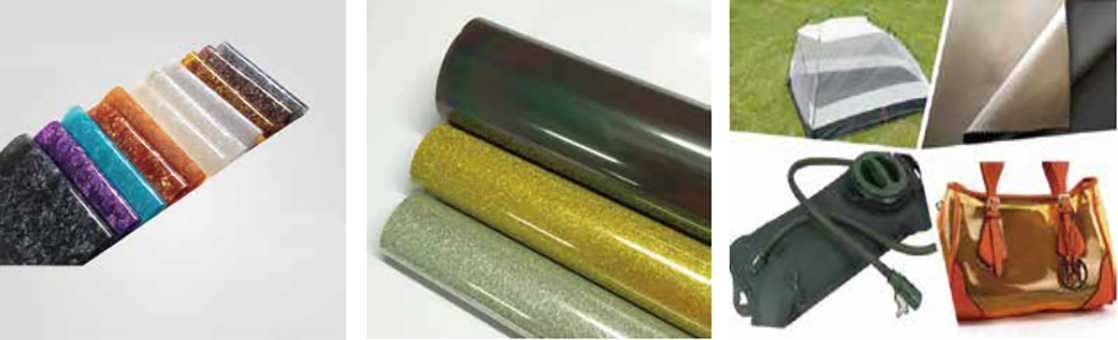
生産ラ@ @ンの特徴
温度と硬度の範囲が異なるtpu原料は,一度に2または3の押出機で押し出されます。従来の複合プロセスと比較して,高温と低温の薄膜をオフラインで再結合する方が経済的で,環境に優しく,効率的です。
主な技術仕様
モデル |
商品幅 |
製品の厚さ |
容量 |
Jws90 + jws100 |
1000 - 2000毫米 |
0.02 - -0.5んん |
200-250kg / h |
Jws90 + Jws90 + Jws90 |
1000 - 2000毫米 |
0.02 - -0.5んん |
200-300kg / h |
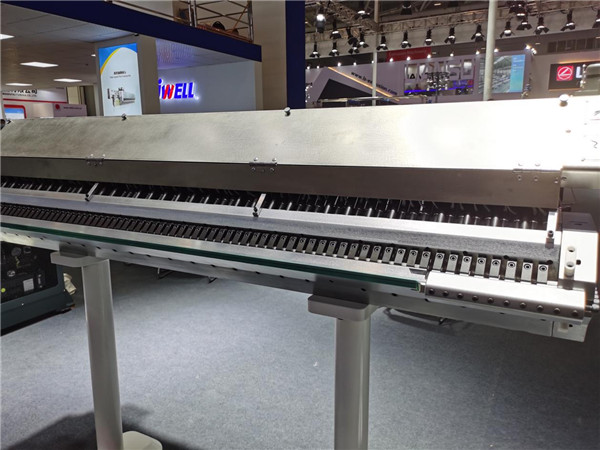
金型(金型)延長v字型の水滴型流路を採用し,シャント技術と特殊三角形安定構造を採用。層を合成し,押し出しプロセスの精度を向上させて,“M”形状と“W”形状のフローパターンを効果的に排除します。プッシュオフタイプの手動微調整+自動微調整ワンピースダイリップを使用した上ダイリップ,手動調整範囲は±1毫米,自動調整範囲は±300嗯。自動ダイリップ調整制御部品については,現在非常に高度な全閉ループ制御システムを使用しており,自動ゲージシステムにより製品の厚さを±2%正確に作成し,オンライン厚さゲージは頻繁にスキャンを自動連続検出し,非常に表示することができます製品のリアルタイムの正確な厚さ公差。データを処理するコンピュータプログラムを通じて,特別なダイリップ調整ボルトの熱膨張へのフィードバック,および自動微調整,高速かつ効果的な製品の厚さの正確な制御のためのダイリップの厚さの開口部を実現します。また,お客様のニーズに応じて,”内側ブロッキングタイプ幅調整装置“または”外側ブロッキングタイプ幅調整装置“とのマッチングにより,ダイヘッドの拡張性が高く,より効率的な生産へのお客様のニーズをより満たすことができます。


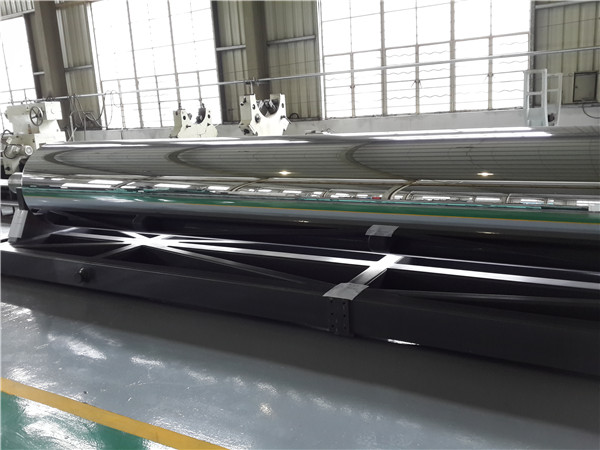
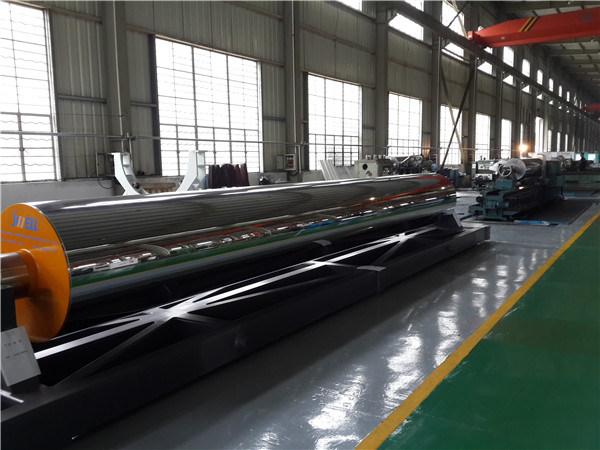
スパミラロラ
●ロ、ラ、の表面粗さレベルはRa0.005-0.01μmに達することができます。
●ロ、ラ、の円筒度と同心度は0.005mm以下に達することができます。
●ロ、ラ、の剛性を高め、ロ、ラ、表面の温度偏差を最小限に抑えます。特別なロ,ラ,構造の設計。