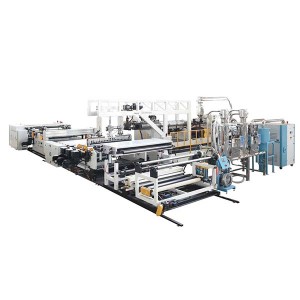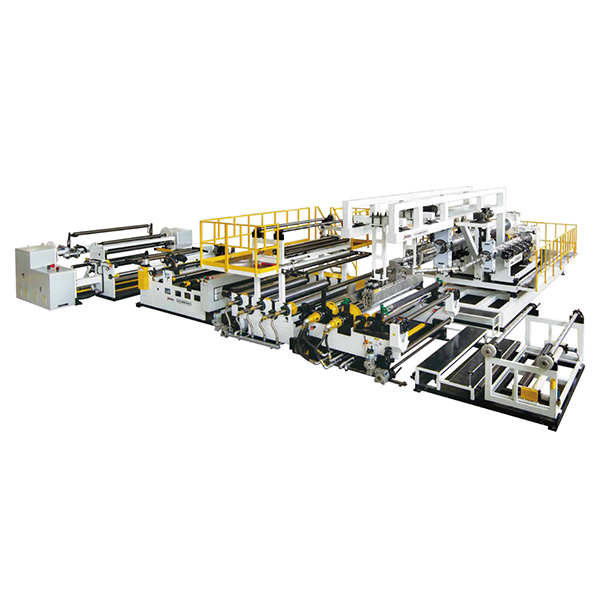


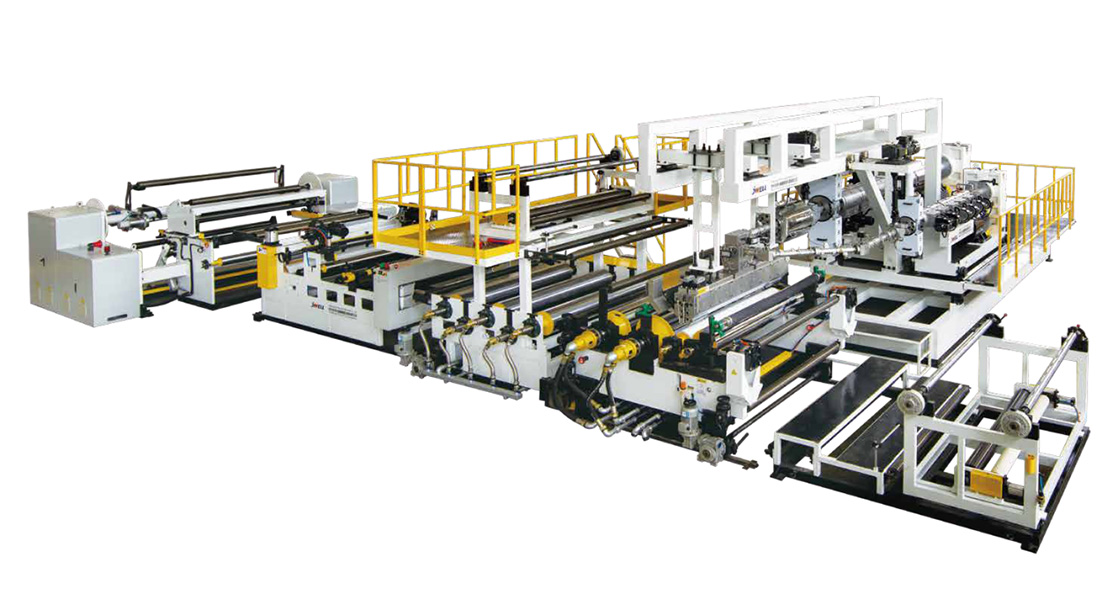
TPU linija za koekstruziju visoke niske temperature/ visokoelastiyen folije
Karakteristike proizvodne linije
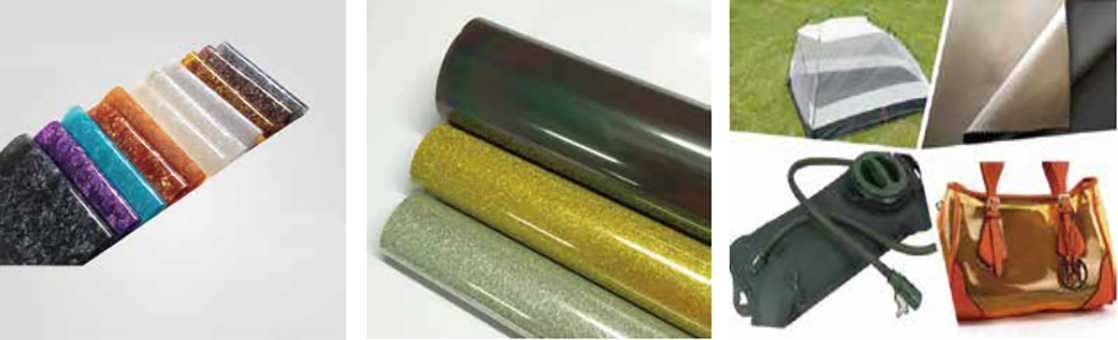
TPU sirovine sa razlizitim rasponima temperature i tvrdoye ekstrudiraju se sa dva ili tri ekstrudera istovremeno。U poreejju sa tradicionalnim kompozitnim postupkom, ekonominiji je, ekoloski prihvatljiviji i efikasniji rekombinovati tanke filmove na visokim i niskim温图罗玛van mree。
Glavna tehniikka specifikacija
模型 |
Širina proizvoda |
Debljina proizvoda |
Kapacitet |
JWS90 + JWS100 |
1000 - 2000毫米 |
0 02-0 5毫米 |
200 - 250 kg / h |
JWS90 + JWS90 + JWS90 |
1000 - 2000毫米 |
0 02-0 5毫米 |
200 - 300 kg / h |
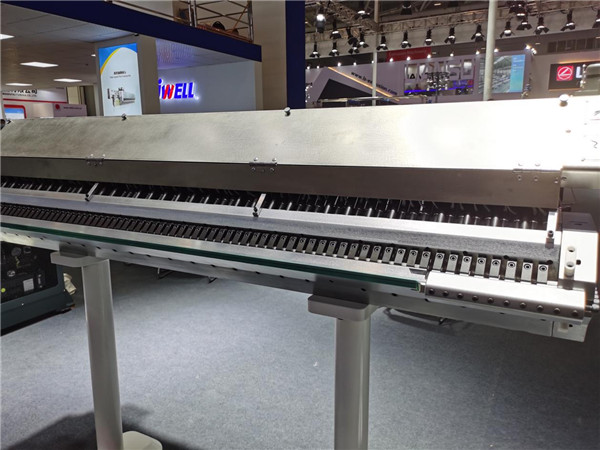
matrica (kalup)usvaja protovni kanal kapljiovogg tipa produetka V oblika, sa分流技术i posebnom strukturom za stabilizaciju trokuta。Za kompozitni sloj i poboljatii preciznost procesa ekstruzije kako bi se efikasno eliminisali 'M' obk i 'W' obk protoka。Gornja ivica matrice pomoou ruvogg finog podevananja tipa push off + automatsko fino podevananje jednodijelne matrice, raspon ruvogg podevananja je±1mm, raspon automatskog podevananja±300um;O automatskim kontrolnim dijelovima za podevananje usana, trenutno koristimo vrlo napredan systemstem kontrole potpuno zatvorene petlje,一个系统automatskog mjerenja jini debljinu proizvoda u±2% precizno,联机mjeratjing debljine je automatsko kontinuirano otkrivanje i vizvoesto skeniranje, moepokazuje vrlo tavna tolerancija debljine proizvoda u realnom vremenu。Kroz kompjuterski程序koji obrazheje podatke, povratne informacije o termiikom irenju vijaka za podevananje specijalnih usana i da se realizuje otvaranje debljine ivice matrice za automatsko fino podevananje, brzu i efikasnu preciznu kontrolu debljine proizvoda。I imamo dobru skalabilnost glave matrice, u skladu sa potrebama kupaca, usklativanje sa razliitim " urejem za podevananje siirine tipa unutranjeg blokiranja" ili " urejem za podevananje siirine tipa spoljanjeg blokiranja", kako bismo bolje zadovoljili potrebe kupaca za efikasnijom proizvodnjom。


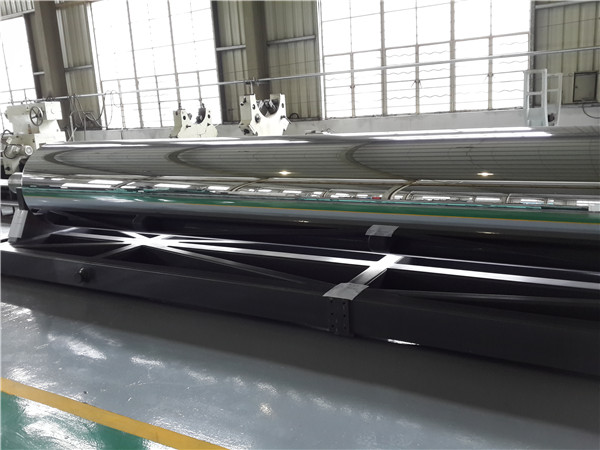
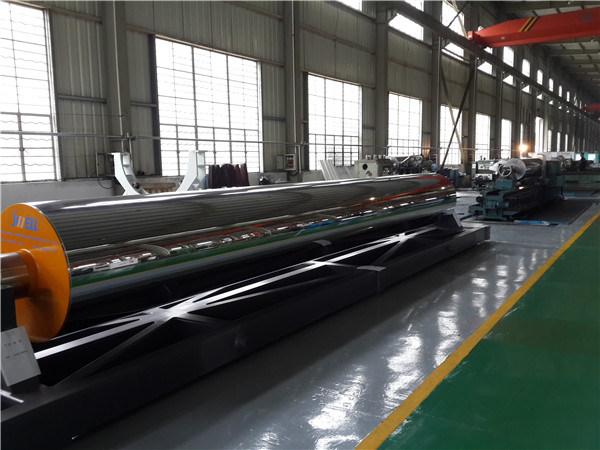
超级镜辊
●Nivo hrapavosti povrrine valjka moye biti dostignut ra0,005 -0,01μm;
●cilindrionost i kocentrivnost valjka mooe se postiini≤0.005 mm;
●povezana krutost valjka i minimalno odstupanje温度povrrine valjka波塞班·迪扎恩·瓦尔杰卡斯特结构。