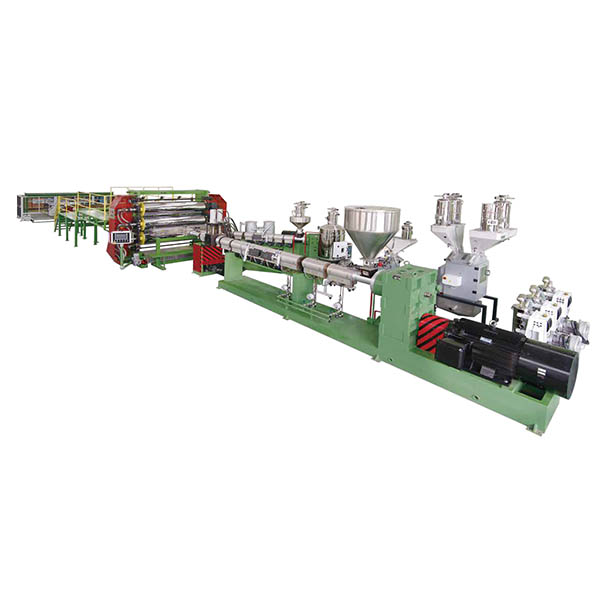
Экструзионная лини дл термоф - о мовани пли hdpe
开云平台网站登录入口官网网址Jwellпоставляетпередовуюэкструзионнуюсистему、онаподходитдляпроизводстваматериалаHMW-HDPEснизкимиMFIвысокойпрочностьювлист,епластинывосновномиспользуютсядляпроизводстваавтомобильныхбортов,футеровкиящиковпикапа,крышкигрузовика,защитыотдождя。пок и и ти и и。д。Толщиналистаможетуменьшитьсяболеечемна30%,еслиунеготакаяжеударнаявязкость,чтоснижаетпроизводственныезатратыдляпроизводителей。Толщина плиты 2-12м, и и ина 2000-3000м。
Основная техническая спе ифика а и и
Модель |
Ширина издели и (мм) |
Толщина издели м (мм) |
Производительность (кг / ч) |
Jw130 + jw70 |
2200 |
1, 5 - 12 |
600 - 700 |
Jw150 + jw90 |
2600 |
1, 5 - 12 |
800 - 900 |
Примечание。Техническиехарактеристикимогутбытьизмененыбезпредварительногоуведомления。
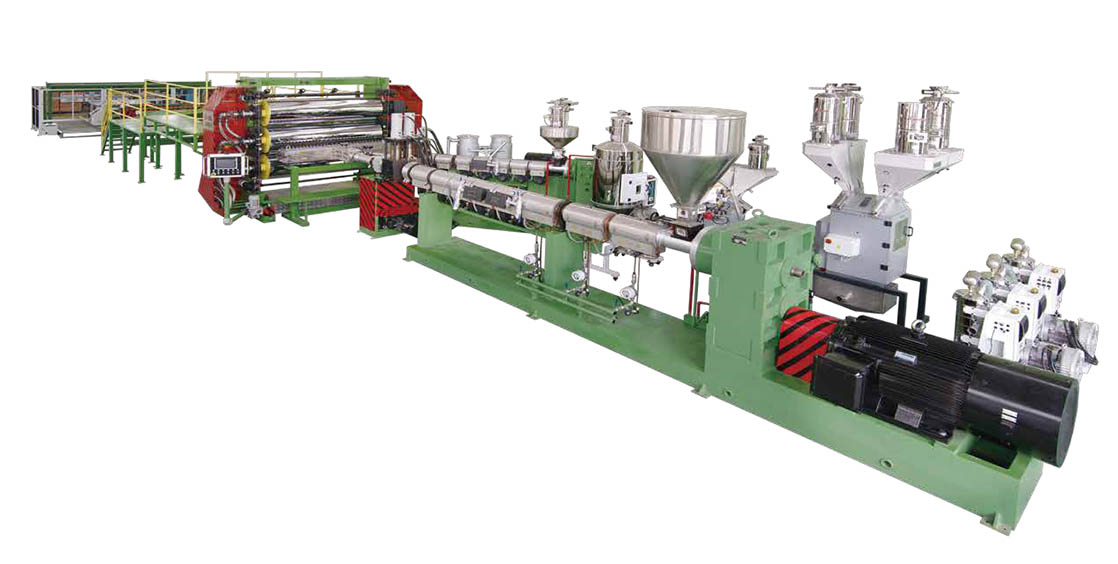
Отображение изображения п одукта




Системапередачи
Функцияприводнойсистемысостоитвтом,чтобыприводитьвдвижениешнекиобеспечиватькрутящиймоментискорость,необходимыешнекувпроцессеэкструзии。Обычноонсостоитиздвигател,яредуктораиподшипника。
Устройство на а рева а охлаждения
Нагреваниеиохлаждениеявляютсянеобходимымиусловиямидляпроцессаэкструзиипластика。
1.Вэкструдереобычноиспользуетсяэлектрическийнагрев,которыйподразделяетсянарезистивныйииндукционный。Нагревательныйлистустанавливаетсявкорпус,шеюиголову。Нагревательноеустройствонагреваетпластиквцилиндреснаружи,чтобыповыситьтемпературу、чтобыдостичьтемпературы,необходимойдлятехнологическойоперации。
2.Охлаждающееустройствоэкструдеранастроенотакимобразом,чтобытемпературапластиканаходиласьвтребуемомдляпроцессатемпературномдиапазоне。Вчастности,необходимоисключитьизбыточноетепло,генерируемоетрениемсдвига,вызваннымвращениемвинта,чтобыизбежатьслишкомвысокойтемпературы,котораязатрудняетразложение,обугливаниеилиформупластика。Охлаждениестволаделитсянадватипа:водяноеивоздушное。Какправило,экструдерымалогоисреднегоразмерабольшеподходятдлявоздушногоохлаждения,аэкструдерыбольшогоразмеравосновномимеютводяноеохлаждениеилисочетаютсясдвумяформамиохлаждения。
Категориитоваров
-

ЭкструзионнаялиниядляпроизводстваламинатаизТПУ/АБС-пластика
-

Линиядляпроизводствасотовыхпанелейизполипропилена
-

Линияпопроизводствувспененногокомпозитноголиста传真照片+ PP
-

融通/玻璃钢композит,армированныйнепрерывнымволокномE……
-

Композитыдляобшивкисалонаавтомобиляизпеноматериала传真照片/ PVC + PP……
-

Экструзионнаялиниядляпроизводствакомпозитнойкожи传真照片/ TPU